





Productadvies
Uw e-mailadres wordt niet gepubliceerd. Verplichte velden zijn gemarkeerd *


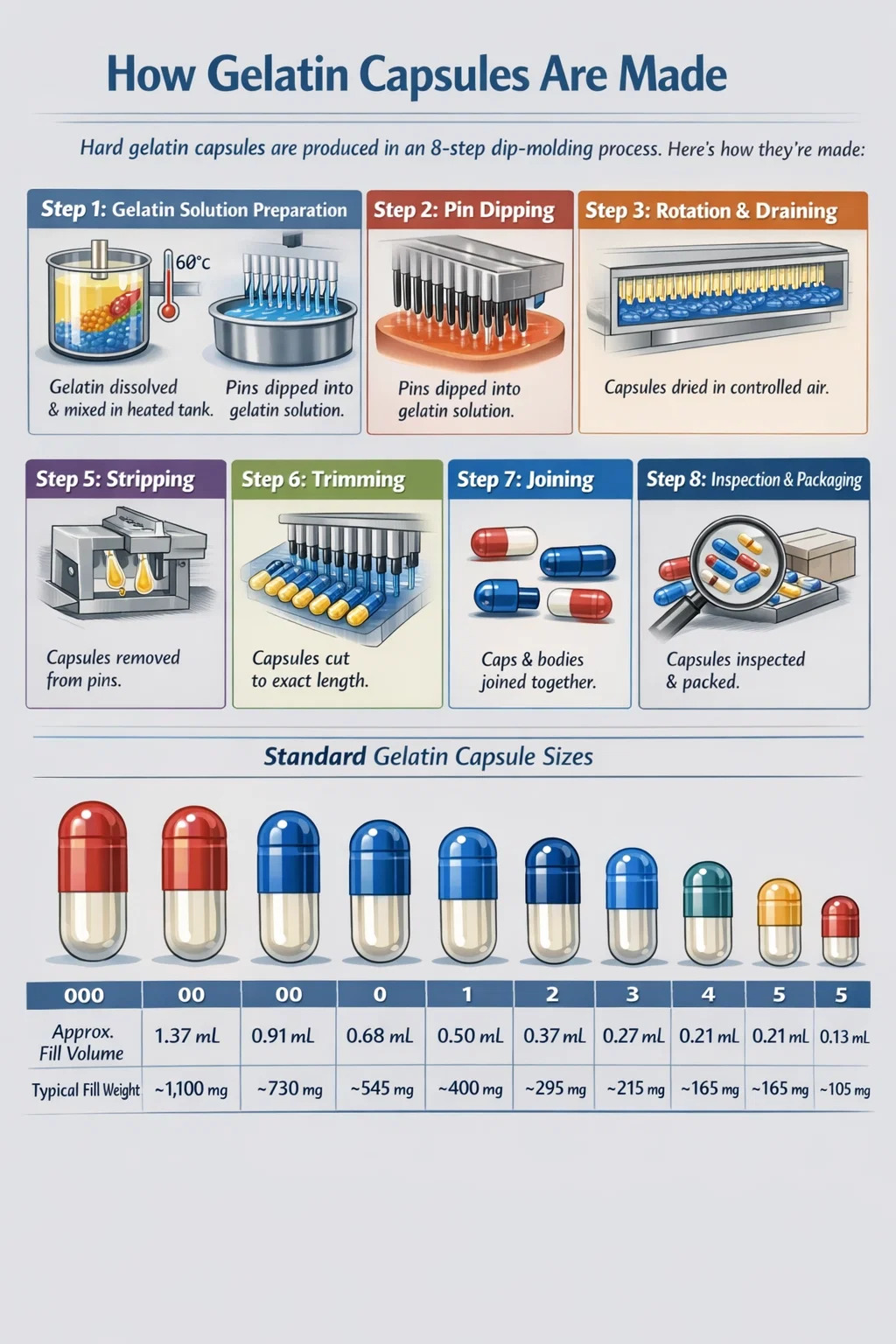
Capsules – met name gelatinecapsules – worden vervaardigd via een dompelproces waarbij nauwkeurig ontworpen roestvrijstalen pinnen worden ondergedompeld in een temperatuurgecontroleerde gelatineoplossing, eruit worden gehaald, gedroogd, gestript, bijgesneden en samengevoegd om de voltooide schaal te vormen. Dit proces is van toepassing op harde gelatinecapsules (HGC) , die goed zijn voor ongeveer 70-75% van alle wereldwijd geproduceerde capsules. Zachte gelatinecapsules (softgels) volgen een andere inkapselingsmethode met roterende matrijs, waarbij het omhulsel en het vulmateriaal gelijktijdig worden gevormd.
Normaal gesproken duurt de hele productiecyclus voor harde gelatinecapsules – van het dippen tot de afgewerkte schaal 45 tot 50 minuten per batchcyclus op een moderne geautomatiseerde lijn, met één enkele productiemachine die meer dan 1 miljoen capsulehulzen per uur kan produceren. Het begrijpen van dit proces is essentieel voor farmaceutische fabrikanten, nutraceutische merken, bereidingsapotheken en iedereen die capsulematerialen inkoopt of evalueert.
Een gelatinecapsule is een omhulsel dat voornamelijk is gemaakt van gelatine - een eiwit dat is afgeleid van de gedeeltelijke hydrolyse van collageen afkomstig van dierlijke botten, huiden en bindweefsels, meestal van runder- of varkensoorsprong. De schaal lost op in maagsappen binnenin 3 tot 10 minuten , waardoor de inhoud efficiënt vrijkomt in het spijsverteringsstelsel.
Gelatinecapsules domineren de farmaceutische en supplementenmarkt om verschillende meetbare redenen:
Er bestaan twee primaire typen gelatinecapsules bij de commerciële productie: harde gelatinecapsules en zachte gelatinecapsules. Hun productieprocessen zijn fundamenteel verschillend, en hun toepassingen weerspiegelen die verschillen.
Voordat u het productieproces onderzoekt, is het noodzakelijk om de inputmaterialen te begrijpen die rechtstreeks bepalend zijn voor de kwaliteit van de schaal, de oplossingsprestaties en de naleving van de regelgeving.
Gelatine van farmaceutische kwaliteit die bij de productie van capsules wordt gebruikt, moet voldoen aan de specificaties die zijn uiteengezet in de United States Pharmacopeia (USP), European Pharmacopoeia (Ph. Eur.) en Japanese Pharmacopoeia (JP). De belangrijkste kwaliteitsparameters zijn onder meer:
Zuivere gelatineschalen zouden te broos zijn voor praktisch gebruik. Weekmakers worden toegevoegd om flexibiliteit te introduceren. Voor harde capsules wordt het gehalte aan weekmakers minimaal gehouden (minder dan 1–2%). Voor zachte gelatinecapsules is de concentratie weekmakers doorgaans veel hoger 20-30% van de schaalformulering . De meest voorkomende weekmaker is glycerine, waarbij sorbitol wordt gebruikt in vochtgevoelige toepassingen.
Titaandioxide wordt gebruikt als ondoorzichtig makend middel om aantasting door licht van lichtgevoelige vulmaterialen te voorkomen. Goedgekeurde kleurstoffen (FD&C-kleurstoffen, ijzeroxiden, natuurlijke pigmenten zoals annatto of karmijn) worden vóór het dompelen in de gelatineoplossing verwerkt. Een enkele capsulewand kan bevatten 0,01% tot 2% w/w titaandioxide afhankelijk van het vereiste dekkingsniveau.
Gezuiverd water (dat voldoet aan de USP- of Ph. Eur.-normen) is het belangrijkste oplosmiddel voor het oplossen van gelatine. De gelatineoplossing die bij het dompelen wordt gebruikt, bevat doorgaans: 30–40% w/w vaste gelatine opgelost in water , gehandhaafd op 50–60 °C om de oplossing op de juiste viscositeit te houden voor onderdompeling.
Sommige fabrikanten voegen antimicrobiële conserveermiddelen met een lage concentratie, zoals zwaveldioxide (SO₂), aan de gelatinemassa toe om microbiële besmetting tijdens de verwerking te voorkomen. Het toegestane gehalte aan afgewerkte gelatine is doorgaans niet meer dan 50mg/kg per Ph. Eur. specificaties.
De productie van harde gelatinecapsules volgt een strak gecontroleerde reeks stappen. Elke fase vindt plaats binnen een speciaal gedeelte van een geautomatiseerde machine voor het maken van capsules (zoals die geproduceerd door Capsugel, ACG of Qualicaps). Hier volgt een gedetailleerd overzicht van elke fase:
Gelatinekorrels van farmaceutische kwaliteit worden afgewogen en opgelost in gezuiverd water met behulp van een dubbelwandig mengvat met gecontroleerde verwarming. De oplossing wordt gebracht 60–70°C onder voortdurend roeren gedurende 2-4 uur tot het volledig homogeen is. Kleurstoffen, opacifiers en eventuele hulpstoffen worden tijdens deze fase toegevoegd. De uiteindelijke oplossing wordt onder vacuüm ontgast om luchtbellen te verwijderen die anders gaatjes in de afgewerkte schaal zouden veroorzaken. De oplossing wordt vervolgens overgebracht naar een opslagtank waar de temperatuur op peil wordt gehouden 50–55°C om voortijdige gelering te voorkomen terwijl de juiste viscositeit voor dompelen behouden blijft.
De kern van de productie van harde capsules is het dompelproces. Roestvrijstalen of koperen pinnen – met precisie vervaardigd volgens de exacte afmetingen van elke capsulegrootte (maat 000 tot maat 5, met overeenkomstige volumes van 1,37 ml tot 0,13 ml) – zijn gerangschikt in staven met elk honderden pinnen. Deze pinstaven worden eerst gereinigd, geïnspecteerd en voorgesmeerd met een losmiddel (gewoonlijk een vormsmeermiddel op basis van cetrimide of soortgelijke middelen) om het verwijderen van de capsule te vergemakkelijken.
De pinstaven worden vervolgens in de temperatuurgecontroleerde gelatineoplossing gedompeld. De dompeltank wordt op stand gehouden 45–50°C om ervoor te zorgen dat de gelatine de pinnen gelijkmatig bedekt. De lichaamspennen en doppennen worden afzonderlijk gedompeld, omdat ze enigszins verschillende afmetingen hebben - de dop heeft een iets grotere diameter zodat het lichaam naar binnen kan glijden en kan worden vergrendeld tijdens het verbinden. De dompeldiepte en terugtrekkingssnelheid worden nauwkeurig gecontroleerd om een uniforme wanddikte van de schaal te bereiken 0,09 tot 0,12 mm .
Onmiddellijk na het dompelen worden de pinstaven omgekeerd en langzaam rondgedraaid. Deze rotatie zorgt voor een gelijkmatige verdeling van de gelatinefilm over het gehele pinoppervlak, waardoor ophoping aan de punt wordt voorkomen. Tijdens deze fase loopt overtollige gelatine terug in de dompeltank, waardoor materiaalverspilling wordt verminderd.
De gecoate pinnen gaan door een reeks droogovens waar geconditioneerde lucht met nauwkeurig gecontroleerde temperatuur en vochtigheid over de gelatinefilm wordt geleid. De droogomstandigheden zijn typisch 20–25°C met een relatieve vochtigheid tussen 30–45% . Te snel drogen veroorzaakt scheuren; onvoldoende droging zorgt ervoor dat de schelpen zacht en plakkerig worden. De droogtunnel op een moderne geautomatiseerde machine kan dat wel zijn Effectieve lengte van 30 tot 50 meter , met meerdere temperatuur- en vochtigheidszones, voor een geleidelijke, uniforme droging. Deze fase duurt doorgaans 30–40 minuten van de totale tunnelverblijftijd.
Eenmaal gedroogd tot het juiste vochtgehalte (meestal 13–16% w/w in dit stadium) worden de halfstijve gelatineschalen mechanisch van de pinnen gestript met behulp van rubberen stripkaken die de schaal vastgrijpen en eraf trekken zonder vervorming. Dit is een cruciale stap; eventuele onregelmatigheden in het pinoppervlak of onvoldoende smering zullen op dit punt scheuren of vervorming veroorzaken.
De gestripte schelpen hebben een ongelijk open uiteinde (het uiteinde dat aan het uiteinde van de pin zat). Precisie-roterende messen trimmen elke schaal tot de exact gespecificeerde lengte. De dop en lichaamslengte van harde gelatinecapsules zijn standaard gedefinieerd - een capsule van maat 0 heeft bijvoorbeeld een lichaamslengte van 18,0 mm en een kaplengte van 11,7 mm (geschatte standaardafmetingen; exacte specificaties variëren per fabrikant). De trimnauwkeurigheid ligt doorgaans binnen ±0,3 mm.
Bijgesneden lichamen en doppen worden in een verbindingsgedeelte ingevoerd waar ze vooraf worden vergrendeld: het lichaam schuift in de dop naar een voorvergrendelde positie, waardoor ze als lege schalen bij elkaar blijven tijdens hanterings- en vulwerkzaamheden. Voorvergrendelde capsules kunnen gemakkelijk worden gescheiden door vulmachines en vervolgens volledig worden gesloten nadat het vullen is voltooid. Het verbindingsmechanisme maakt gebruik van geleiders en nokvolgers om het lichaam op een gecontroleerde diepte in de dop te duwen.
Afgewerkte lege gelatinecapsuleomhulsels passeren geautomatiseerde inspectiesystemen die zijn uitgerust met camera's en sensoren die zichtbare defecten detecteren: gaatjes, dubbele wanden, spleten, deuken en kleurinconsistenties. Het afwijzingspercentage op goed onderhouden moderne lijnen ligt doorgaans lager 0,5% . Geaccepteerde schelpen worden in bulk verpakt in polybags in kartonnen dozen en opgeslagen onder gecontroleerde omstandigheden 15–25°C en 35–65% RV om de integriteit van de schaal te behouden tijdens de houdbaarheid (doorgaans 3-5 jaar).
Harde gelatinecapsules worden vervaardigd in gestandaardiseerde maten, die elk overeenkomen met een gedefinieerde vulvolumecapaciteit. Het kiezen van de juiste maat is een cruciale formuleringsbeslissing.
| Capsulegrootte | Geschatte vulvolume (ml) | Typisch vulgewicht (mg) bij een dichtheid van 0,8 g/ml | Veel voorkomende toepassingen |
|---|---|---|---|
| 000 | 1.37 | ~ 1.100 | Hooggedoseerde veterinaire, nutraceuticals |
| 00 | 0.91 | ~730 | Visolie, kruidenextracten |
| 0 | 0.68 | ~545 | Meest voorkomende OTC-supplementgrootte |
| 1 | 0.50 | ~400 | Farmaceutische Rx-producten |
| 2 | 0.37 | ~295 | Formuleringen voor middendosis |
| 3 | 0.27 | ~215 | Krachtige API's, pediatrische formuleringen |
| 4 | 0.21 | ~165 | Zeer krachtige medicijnen |
| 5 | 0.13 | ~105 | Neonatale en microdosering |
Zachte gelatinecapsules (softgels) worden geproduceerd met behulp van de inkapselingsproces met roterende matrijzen , uitgevonden door Robert Pauli Scherer in 1933. In tegenstelling tot de productie van harde capsules vormt het softgelproces de schaal en kapselt het vulmateriaal tegelijkertijd in een continue bewerking in.
Een warme gelatinemassa (die gelatine, weekmaker (meestal glycerine en/of sorbitol met 20-30% van het droge gelatinegewicht) en water bevat) wordt op gekoelde giettrommels uitgespreid om continue gelatinelinten met een gecontroleerde dikte te vormen, meestal 0,5 tot 1,2 mm dik . Er worden tegelijkertijd twee linten gevormd: één voor elke helft van de capsule.
De twee gelatinelinten worden vanaf tegenoverliggende zijden in een roterend matrijsmechanisme gevoerd dat bestaat uit twee tegengesteld roterende matrijsrollen. Terwijl de linten bij de matrijzen samenkomen, wordt vulmateriaal (vloeistof, suspensie of pasta) vanuit een vulpomp geïnjecteerd via een wigvormig injectiemechanisme dat tussen de linten is geplaatst. De matrijzen stempelen en verzegelen de gelatine rond het vulmateriaal met behulp van hitte en druk – meestal 37–40°C aan het matrijsoppervlak — terwijl u tegelijkertijd de capsule van het lint snijdt. Hierdoor ontstaat in één handeling een hermetisch afgesloten capsule.
Vers gevormde softgels bevatten 30-40% vocht en moet gedroogd worden. Ze worden overgebracht naar wasdrogers – grote roterende trommels met geconditioneerde luchtstroom – waar ze continu tuimelen 2–4 uur om plakken te voorkomen en een gelijkmatige droging te bevorderen. Het daaropvolgende drogen van de trays kan doorgaan 24–48 uur in gecontroleerde omgevingen totdat de schaal een evenwichtsvochtgehalte van ongeveer bereikt 6–10% w/w .
De vulling voor een zachte gelatinecapsule moet bij verwerkingstemperaturen vloeibaar of halfvast zijn. Materialen die niet compatibel zijn met softgelvulling zijn onder meer:
Hydroxypropylmethylcellulose (HPMC)-capsules – ook wel vegetarische of veganistische capsules genoemd – hebben een aanzienlijk marktaandeel gewonnen als alternatief voor gelatinecapsules, met name voor producten die gericht zijn op vegetarische, veganistische, halal en koosjere consumenten. Het productieproces voor HPMC-capsules maakt gebruik van hetzelfde dip-molding-principe, maar met belangrijke verschillen.
| Parameter | Gelatineecapsule | HPMC-capsule |
|---|---|---|
| Materiaal van de schaal | Dierlijke gelatine | Plantaardig cellulosepolymeer |
| Oplostijd (maag) | 3–10 minuten | 15–30 minuten |
| Vochtgevoeligheid | Hoog (bros onder 12% RH, zacht boven 65% RH) | Lager — stabieler over het hele RV-bereik |
| Kosten per eenheid | $ 0,01–$ 0,05 | $ 0,03–$ 0,10 (ongeveer 2–3× hoger) |
| Compatibiliteit met vulsnelheid | Uitstekend — werkt op alle standaardvullers | Goed — vereist mogelijk snelheidsaanpassingen |
| Risico van verknoping | Ja – aldehyden en reducerende suikers kunnen de schil verknopen | Nee — niet gevoelig voor verknoping |
| Dieetgeschiktheid | Niet geschikt voor veganisten/vegetariërs | Geschikt voor alle dieetvoorkeuren |
Een van de praktisch meest significante uitdagingen bij de productie en formulering van gelatinecapsules is verknoping van de schil — een chemische reactie waarbij aldehydehoudende verbindingen (uit hulpstoffen, vulmaterialen of verpakkingen) reageren met de aminogroepen in de gelatine-eiwitketens, waardoor covalente bindingen worden gevormd die de schaal stijf maken en bestand tegen oplossing.
Verknoopte gelatineschalen kunnen de initiële oplossingstests doorstaan, maar falen daarna 3-6 maanden opslag , waardoor een ernstig risico voor de biologische beschikbaarheid ontstaat dat vaak pas wordt ontdekt als de stabiliteitsstudies in volle gang zijn. De USP tweeledige oplossingstest is speciaal ontwikkeld om dit aan te pakken: capsules die niet voldoen aan de standaard oplossingscriteria worden opnieuw getest in de aanwezigheid van enzymen (pepsine of pancreatine) om te bepalen of verknoping de oorzaak is.
Bekende triggers voor verknoping in gelatinecapsulesystemen zijn onder meer:
Tot de mitigatiestrategieën behoren het vervangen van lactose door niet-reducerende suikers (bijvoorbeeld mannitol of microkristallijne cellulose), het gebruik van droogmiddelen en inerte gasruimte in verpakkingen, het selecteren van HPMC-capsules voor aldehyde-gevoelige formuleringen en het uitvoeren van versnelde stabiliteitstests bij 40°C/75% RH gedurende 6 maanden als standaardprotocol.
Capsulefabrikanten die aan de farmaceutische industrie leveren, moeten onder deze voorwaarden opereren cGMP (huidige Good Manufacturing Practice) regelgeving zoals gedefinieerd door FDA 21 CFR Parts 210/211 (VS), EudraLex Volume 4 (EU) of gelijkwaardige nationale richtlijnen. Het kwaliteitscontroleregime voor de productie van gelatinecapsules omvat verschillende dimensies:
Naast de standaard harde en zachte gelatinecapsules heeft de capsule-industrie gespecialiseerde varianten ontwikkeld om aan specifieke vereisten voor medicijnafgifte te voldoen. Deze wijzigingen worden geïntroduceerd tijdens de productie van de schaal of als postproductiebehandelingen.
Standaard gelatinecapsules lossen snel op in maagzuur (pH 1–2). Voor geneesmiddelen die zuurlabiel zijn of in de darmen moeten worden afgeleverd, worden gelatinecapsules na het vullen gecoat met enterische polymeren zoals hydroxypropylmethylcelluloseftalaat (HPMCP), celluloseacetaatftalaat (CAP) of Eudragit L100 . Deze coatings blijven intact bij een maag-pH lager dan 5,0, maar lossen op bij een darm-pH boven 5,5-6,0, waardoor gerichte darmafgifte mogelijk wordt.
Harde gelatinecapsules kunnen worden gevuld met vloeibare of halfvaste formuleringen - een technologie die de eenvoud van de productie van harde capsules overbrugt met de voordelen van biologische beschikbaarheid die traditioneel worden geassocieerd met softgels. Vloeibare vullingen voor harde capsules moeten dat zijn niet-waterig of bevatten minder dan 10% water om verzachting van de schaal te voorkomen. Na het vullen worden de capsules afgedicht met behulp van banding (een gelatineband aangebracht rond de verbinding tussen de dop en het lichaam), hitteafdichting of spinlassen. Dit formaat is bijzonder nuttig gebleken voor het verbeteren van de biologische beschikbaarheid van slecht oplosbare geneesmiddelen van BCS Klasse II en IV via op lipiden gebaseerde medicijnafgiftesystemen (LBDDS).
Naast HPMC zijn er alternatieve schaalmaterialen beschikbaar voor specifieke toepassingen. Pullulan-capsules (gemaakt van gefermenteerde tapioca) bieden uitstekende zuurstofbarrière-eigenschappen – ongeveer zuurstoftransmissiesnelheden 10 keer lager dan gelatine — waardoor ze geschikt zijn voor zeer oxidatiegevoelige vulmaterialen. Capsules op basis van zetmeel zijn een ander diervrij alternatief, maar worden minder vaak gebruikt vanwege de hogere brosheid en verwerkingsproblemen.
Het omhulsel van de gelatinecapsule zelf wordt doorgaans niet gebruikt om een gemodificeerde afgifte te bereiken; die functie is meestal ingebouwd in de vulling (gecoate pellets, minitabletten, korrels met gecontroleerde afgifte). De gelatinecapsule is echter een ideale container voor het huisvesten van meerdere pelletpopulaties met verschillende afgifteprofielen. Een harde gelatinecapsule van maat 0 kan bijvoorbeeld een mengsel bevatten van Pellets met onmiddellijke afgifte en pellets met verlengde afgifte gedurende 8 uur in een enkele capsule, waardoor een bifasisch afgifteprofiel ontstaat vanuit een eenvoudige productiestap.
Het lege omhulsel van de gelatinecapsule is slechts een deel van het verhaal. Het vulproces – uitgevoerd bij farmaceutische fabrikanten, contractontwikkelings- en productieorganisaties (CDMO's) of bereidingsapotheken – is even cruciaal voor de kwaliteit van het eindproduct.
Industriële capsulevullers (van fabrikanten als IMA, Bosch/Syntegon en MG America) werken op basis van continue of intermitterende bewegingen. Ze openen de vooraf vergrendelde capsulehulzen, vullen het lichaam met de dosis poeder, pellets of vloeistof, sluiten vervolgens en werpen de gevulde capsule uit. Uitvoersnelheden voor roterende vulmachines met hoge snelheid variëren van 150.000 tot 500.000 capsules per uur . Controle van de gewichtsvariatie wordt bereikt via geautomatiseerde controlewegers die doorgaans capsules buiten de specificatietolerantie afwijzen ±5% van het beoogde vulgewicht voor poedervullingen.
Voor bereidingen in kleine batches of productie van klinische proeven maken capsulevulplaten (Torpac, Capsule Machine) het handmatig vullen mogelijk 50 tot 300 capsules per batch . Semi-automatische tafelvullers overbruggen de kloof, handling 5.000 tot 50.000 capsules per uur en komen vaak voor bij kleinschalige farmaceutische activiteiten en gespecialiseerde bereidingsomgevingen.
Het vullen van harde gelatinecapsules moet plaatsvinden in gecontroleerde omgevingen. De meest kritische parameter is de relatieve vochtigheid: de gelatineschalen worden te broos om eronder te hanteren 30% RV en te zacht en plakkerig van boven 60% RV . Standaard vulkameromstandigheden zijn 20–25°C en 40–55% RV . In vochtige klimaten vereisen vulkamers actieve ontvochtiging met gevalideerde HVAC-systemen.
Voor farmaceutische bedrijven, nutraceutische merken en CDMO's vereist het selecteren van de juiste leverancier van gelatinecapsules evaluatie op verschillende dimensies, naast de basisprijs per duizend capsules.
Uw e-mailadres wordt niet gepubliceerd. Verplichte velden zijn gemarkeerd *
Als u meer wilt weten over onze producten, neem dan gerust contact met ons op en wij zullen ons best doen om u te helpen.

